Скорость ленточной пилы, подача, стружка
Большая скорость ленточной пилы при резке материала это большой желаемый угол плоскости обработки резанием, а также более эффективное резание.
Скорость ленточной пилы ограничена свойствами резаемого материала и количеством образующегося при резании тепла. Чрезмерная скорость передвижения ленточной пилы создает избыток тепла, что влияет на срок ее службы.
Величина подачи пилы обуславливает глубину проникновения зубьев в разрезаемый материал. Чтобы добиться наиболее эффективного резания, применяют самую большую величину подачи пилы, возможную для данного типа машины. Тем не менее, она ограничивается свойствами данного материала и расчетной долговечностью пилы. Большая подача влияет на угол плоскости резания. Резание может быть более быстрым, но при этом резко сокращается срок службы пилы. Более низкое подача увеличивает угол плоскости резания, но одновременно увеличивает его стоимость.
Толстая, обожженная стружка - Необходимо уменьшить скорость ленточной пилы и скорость подачи.
Тонкая, раздробленная стружка - Необходимо увеличить скорость подачи ленточной пилы.
Скрученная, серебристая стружка - Правильная скорость ленточной пилы и скорость подачи.
Скорость биметаллических ленточных пил
|
Материал |
Маркировка AISI-SAE |
Пример эквивалента по стандарту (ГОСТ) |
Скорость ЛП (м/мин) |
|
Сталь фигурная торговая |
А36 |
0,8; 08КП; 08ПС; 15КП |
101 |
|
Сталь низкоуглеродистая |
1005 – 1012 1015-1030, 1513-1536 |
05КП; 10КП; 10ПС 15Г; 25Г; 20Г2 |
98 101 |
|
Сталь среднеуглеродистая |
1033 - 1055 |
15ПС; 08КП-3 |
70 |
|
Сталь высокоуглеродистая |
1060-1080, 1541-1572 1084-1095 |
М68; 80 85 |
61 56 |
|
Сталь низкоуглеродистая сернистая (автоматная) |
1108-1110, 1211-1215 1116-1119 |
А12; 10 05КП; 08Г2С |
104 107 |
|
Сталь среднеуглеродистая сернистая |
1132-1151 |
30Г2; А35; 35Г2 |
82 |
|
Сталь марганцевая |
1330-1345 |
30Г, 30Г-Ш, 45Г2, 45Г2-Ш, 30ГСЛ, 27ХГСНМДТЛ |
66 |
|
Сталь молибденовая |
4012-4024 4027-4037 4042-4047 4419, 4422, 4427 |
1 10848 10Г2Ш 10Г2Б |
87 82 64 85 |
|
Сталь молибденово-хромовая |
4118, 4130 4135,4137, 4140, 4142 4145,4147, 4150, 4161 |
20ХМ, 20ХМ-Ш, 30ХМ 30ХМ-Ш, 38-ХМ |
82 76 64 |
|
Сталь Ni-Cr-Mo |
4320 4337, 4340 4718, 4720 8115,8720,8735,8740,88822 8145,8625,8627,8630,8637 8615,8617,8620,8622 8640,8642,8645,86В45 8650,8655,8660 9254,9255,8260 9310 9415,94В15,94В17, 9417 9430 |
20ХН2М 08Г2ДНФЛ 38ХГНМ 08Ю, 09Г2С 60С2ХА 55С2 55С2А 08Ю, 09Г2С 10Г2А, 10Г2С 10860 15ХА 10КП 10ПС |
70 67 76 70 67 73 61 58 53 70
67 |
|
Сталь Ni-Mo |
4615,4617,4620,4621,4626 4815,4817,4820 |
15Н2М 15Х-Ш |
76 61 |
|
Сталь Cr |
5015 5040,5046,5050 5060,5115,5117,5120 5130,5132,5135,5140, 5145,5147,5150 5155,5160 50100,51100,52100 |
15Х, 15ХА 09ГСФ 03ХГЮ 06-У 15ХГМ2ТА 10ГТ 10Х2М1 |
87 79 75 73
67 49 |
|
Сталь Cr-V |
6118 6150 |
10ГН2МФА 11ХФ |
70 64 |
|
Сталь инструментальная для работ холодным способом |
А2,А3,А8,А9, А4,А5,А6, А7 А10 CPM10V D2,D5 D3, D4 D7 О1, О2 О6, О7 |
09ФСБ 08Г2ДНФЛ 12Х1 15ГФД 03Х17Н14М3
03Х18Н10Т |
61 49 24 26 27 33 27 23 61 58 |
|
Сталь инструментальная для работ при повышенной температуре |
H10,H11,H12,H13,H14 H19, H21,H22,H23,H24 H25,H26, H42 |
08Х14Н7МЛ
12Х2НВФМА |
58
50 46 |
|
Специальная инструментальная сталь |
L2,L6
|
0403 |
58 |
|
Сталь инструментальная быстрорежущая |
М1,М2 М3,М4 М6,М7 М100 М30,М33,М34,М36 М41,М42,М43 М44,М46 М47 Т1,Т2,Т4,Т5,Т6 Т15 |
Р6М5Ф3-МП
Р12МФ5-МП
Р12М3К5Ф2-МП |
37 30 40 43 37 33 30 33 43 20 |
|
Сталь инструментальная закаленная в воде |
W1, W2, W5
|
3Х3М3Ф |
56 |
|
Сталь нержавеющая |
201,202,301 302,304,304L, 304N,305,308, WF-1 309,309S, 310 314,321,329,347,348,384 316, 316L, 316F, 316N 317,330 403,405,414,416 410,420,430,431 434,436 440A, 440B,440C 442,443,446 501,502 503,504 Cartech 18-18 Greek Ascoloy Nimonic 32, 33, 40, 50, 60 |
03Х18Н10Т 03Х18Н12
08Х22Н6Т
12Х13Г12АС2Н2
12Х18Н9
01Х18М2Т-ВН
4Х30МФ 4Х5МФС
03Х23Н6 |
37
23 33
24 43 41 37 27 23 33 40 29 23 29 15 |
|
Сталь нержавеющая автоматная |
303,303SE 416SE 420OF, 430F, 430FSE 430SE 440F |
12Х18Н9ТЛ 15Х14НЛ 12Х17, Х17, ЭЖ17 |
43 61 55
49 |
|
Сталь нержавеющая дисперсионного закаливания (старением) |
АМ350, АМ355, АМ362, АМ363 Custom 450, Custom 455, PH13 8MO, 15–5PH, 17–4PH, 17-7PH |
06Х15Н6МБФ 14Х17Н2, ЭН268
1Х17Н2 |
24 |
|
Сталь повышенной прочности |
300М РН9-4-20, РН9-4-25, РН9-4-30, РН9-4-45 |
45Х, 50Х |
55 27 |
|
Сталь азотированная |
Nitralloy125, 123 |
40XH |
61 |
|
Сплав на основе железа, высокотемпературный |
A286, Incoloy 901 20Cb3, Incoloy 800, 800H, 801,802 Incoloy 804, 825, RA 330 |
Хн35втк
ХН35ВТЮ, ЭН 787 |
18 24
21 |
|
Сплав на основе никеля, высокотемпературный |
HastelloyB, B2, C,c276,c4,d,f,n,s,w,x, Inconel600, 601 Inconel325, 700, 702,706,713,718,721,722,751, x-750 Nimonic75, 80, 80A, 90, 95 Rene 41, 63, 77, 95, 100 Astroloy, Udimet 500,630,700,710, Wapalloy |
68НХВКТЮ ХНБ1ВМТЮКФР-ВД
ХН77ТЮ ЧС71-ВИ |
21
18 |
|
Сплавы на основе кобальта, высокотемпературные |
Haynes No.25(L605) |
35КХ8Х 52К11Ф |
20 |
|
Чугун |
Class 20 Class 40 Class 60 Ni-resist |
ЧУГУН СЕРЫЙ |
55 40 33 41 |
|
Чугун сплавный дуктильный |
60-40-18 100-70-03 120-90-02 |
ЧУГУН КОВКИЙ
ЧУГУН БЕЛЫЙ |
82 37 23 |
|
Сплавы меди |
70Cu, 30Zn bronzy bronzy alum |
Бр А10ЖЗ
Л18, ЛКС |
32 55 24 |
|
Сплавы никеля |
Monel 400, 401, 404 K500, K502 Monel R405 |
50НТЮ 80НМ2 ЭП697 |
24 27 27 |
|
Сплавы титана |
6A14V |
ЧИСТЫЙ АТ3, ВТ1-0 |
24 15 |
Указанные значения соответствуют для резания материала шириной резки 100 мм, ленточная пила с шагом 3/4, при использовании охлаждающего вещества Band Ade.
Необходимо увеличить скорость ленточной пилы на:
- 15% во время резания материала шириной ≈ 6 мм (шкала 10/14)
- 12% во время резания материала шириной ≈ 19 мм (шкала 6/10)
- 10% во время резания материала шириной ≈ 32 мм (шкала 5/8)
- 5% во время резания материала шириной ≈ 64 мм (шкала 4/6)
Нужно уменьшить скорость ленточной пилы на:
- 12% во время резания материала шириной ≈ 200 мм (шкала 2/3)
Терминология
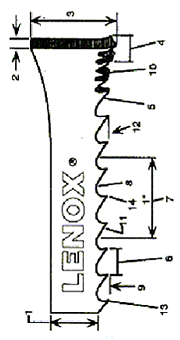
1 – Тело пилы – часть пилы не включающая зубья;
2 – Толщина – толщина полотна пилы;
3 – Ширина – номинальный размер пильного полотна от кончика зубца до задней части полотна;
4 – Разводка – разветвление зубьев вправо или влево для беспрепятственного выхода опилок и прохождения полотна пилы через разрез;
5 – Зубья – режущая часть ленточной пилы;
6 – Шаг зубьев – расстояние между двумя соседними вершинами зубьев;
7 – Шаг зубьев – количество зубьев на дюйм;
8 – Впадина – межзубовое углубление у основания зуба;
9 – Глубина впадины – расстояние между вершиной зуба и линией основания;
10 – Передняя часть зуба – поверхность зуба, на которой образуется стружка;
11 – Задняя часть зуба – поверхность зуба противоположная режущей части;
12 – Задний угол зуба – угол задней части зуба, измеряемый относительно направления движения пилы;
13 – Передний угол зуба – угол передней части зуба, измеряемый относительно линии, перпендикулярной направлению движения пилы;
14 – Вершина зуба – режущая кромка зуба пилы.
Перегрузка пилы
С ростом сопротивления в результате увеличенной скорости подачи или меняющихся сечений разрезаемого материала растет напряжение растягивания задней части хребта пилы, а на режущем ребре оно уменьшается. Это приводит к изгибу пилы, влияя на прямолинейность резания.
Способы защиты ленточной пилы от перегрузки:
- Расчет реальной, экономичной производительности резания для отдельных операций. Практически она не должна составлять 1/2 производительности машины, указанной производителем (для трудных материалов – 1/3).
- Использование более широкой пилы. Использование более широкой пилы предохраняет ее от чрезмерного сгибания, позволяя применить больший нажим, а значит, большее продвижение.
- Изменение установки направляющих. Рекомендуется сблизить направляющие как можно ближе к разрезаемому материалу, поскольку широко расставленные направляющие дают пиле более слабую опору.
- Уменьшение размера пакета. Разрезание меньшего количества элементов положительно влияет на скорость резания и долговечность пилы.
- Изменение крепления материалов с неправильной формой. Изменение положения материалов неправильной формы в тисках может увеличить скорость резания.
- Проверка износа ленты. Во время нормальной эксплуатации ленточной пилы ее зубья затупляются. В результате она режет медленнее, потребляет больше энергии и дает более низкую точность резания.
- Проверка других факторов, обуславливающих эффективность резания. Следует проверить правильность выбора подачи, скорости пилы, подбора шага зубьев к разрезаемому материалу.
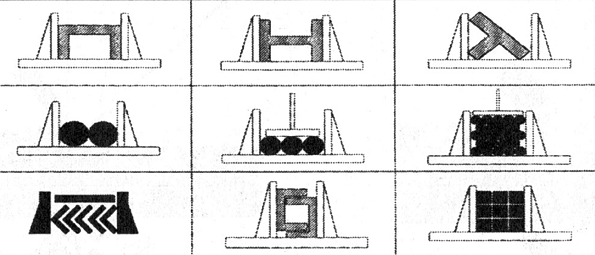
Крепление материала в тисках
Способ, которым материал крепится в тисках, может иметь большое влияние на стоимость резания. Часто загрузка меньших пакетов разрезаемых материалов увеличивает эффективность резания. Все машины имеют определенную грузоподъемность тисков и максимальное сечение разрезаемого материала. Средний практический уровень использования полного объема тисков это 1/2, а в случае трудных материалов – 1/3 указанного производителем объема.
При резании таких материалов, как фигурные детали, двутавровые балки, трубки, важно закрепить материал таким образом, чтобы ленточная пила резала, возможно, более плотное сечение.
Охлаждающий фактор
Использование охлаждающих средств необходимо для охлаждения и смазки ленточной пилы. Это в значительной мере повышает ее прочность и экономичность резания. Отсутствие смазочно-охлаждающей жидкости может создать чрезмерное трение, что в результате приведет к повреждению зубьев пилы. Это замедляет процесс резания и требует большего количества энергии для обработки материала.
Необходимо соблюдать указания производителя в отношении смешивания и распыления охлаждающей жидкости (правильное соотношение компонентов), а также:
- хранить достаточное количество правильно смешенной жидкости;
- недостаток смазочно-охлаждающей жидкости восполнять смесью в правильной пропорции;
- использовать рефрактометр и проверять визуально чистоту охлаждающего средства;
- следить за тем, чтобы система охлаждения работала надежно.
Следует помнить, что слишком разведенная охлаждающая жидкость ведет к плохой смазке и недостаточному охлаждению, что может вызвать быстрый износ зубьев и повреждение пилы.
Объём вруба
Когда зуб срезает материал при резании, стружка сворачивается во врубе в межзубовой впадине. Правильно подобранная ленточная пилы позволяет стружке свиваться однородно и удаляться из вруба. Если в данный момент срезается слишком много материала, стружка будет забивать вруб ленточной пилы, увеличивая сопротивление процессу резания. Это вызывает перегрузку машины, потерю энергии и может привести к повреждению пилы.