Обкатка ленточных пил
Обкатка позволяет:
- продлить срок службы ленточной пилы на 25%;
- увеличить скорость пиления;
- увеличить точность резки.
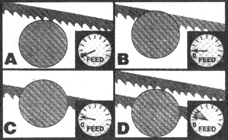
Разницу между обкатанным и необкатанным лезвием показывают рисунки

Повышение продолжительности срока службы новой ленточной пилы
Новая ленточная пила после фрезерования имеет острые как бритва кончики зубьев. Чтобы выдерживались режущие давления, возникающие при резке ленточной пилой, вершина зуба должна пройти притирку (хонингование), чтобы сформировался микрорадиус. Если не выполнить так называемой притирки и начать процесс резания с высоким давлением (усиление подачи), то это вызовет появление микроскопических повреждений на кончиках зубьев, и приведет к снижению срока службы ленточной пилы.
Правильно выполненная обкатка значительно продлевает срок службы ленточной пилы.
- Определите соответствующую скорость подачи для распиливаемого материала.
- Начинайте процесс врезания в материал с пониженной скоростью подачи пилы, достигая производительности резания приблизительно на уровне от 20% до 50% от нормальной производительности резания. Мягкие материалы требуют большего понижения производительности резания, чем более труднообрабатываемые.
- После того как пила войдет в материал на полную ширину лезвия, скорость подачи немного увеличивается. Закончите резку материала не увеличивая больше подачу.
- Начинайте следующий рез с тем же показателем подачи, который был в конце предыдущего реза. После того как пилы достигнет средины материала, плавно увеличьте скорость подачи.
- Повторяйте п.4 до тех пор пока суммарная площадь резания при обкатке не составит 150 – 300 см2.
Примечание: В процессе обкатки в случае появления чрезмерного шума и вибрации необходимо снизить и плавно регулировать скорость подачи. Как только лезвие обкатано используйте рекомендуемую скорость подачи.